*Supap Başının (Tablasının) Ölçülmesi ve Kontrolü
*Supap Başı ve Sapının Eğiklik Kontrolü ve Ölçülmesi
*Supap Oturma Yüzeyinin Kontrolü ve Ölçülmesi
*Supap İticisinin (Supap Fincanı) Kontrolü ve Ölçülmesi
*Supap İtici Yuvasının Kontrolü ve Ölçülmesi (Yağ Boşluk Miktarının Kontrolü)
*Supap Yayı Boyunun Ölçülmesi
*Supap Yayı Sertliğinin (Geriliminin) Ölçülmesi
*Supap Yayı Eğikliğinin Ölçülmesi
*Supap Boyunun Ölçülmesi
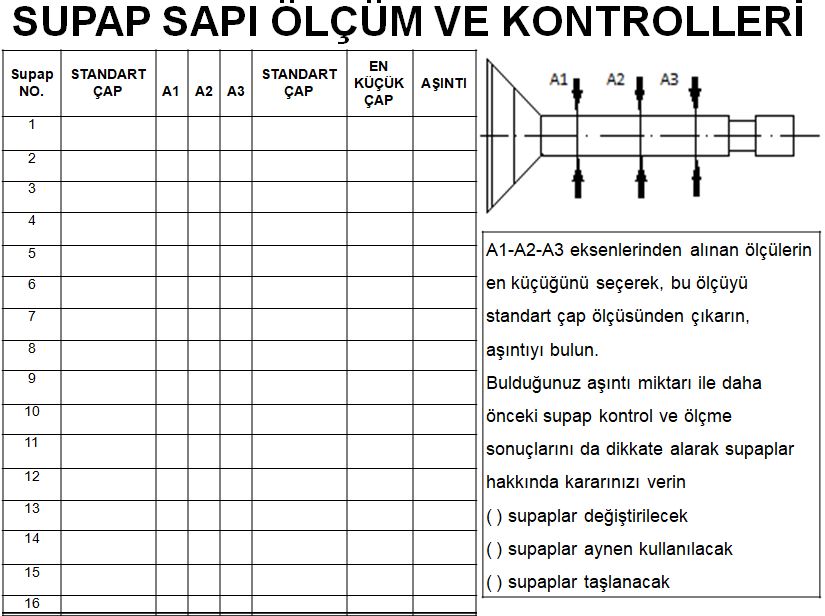
*Supap Sapının Ölçülmesi (Aşınma, Ovalleşme, Koniklik)
*Supap Başı (Tablası) Kenar Kalınlığının Ölçülmesi
*Supap Kılavuzu (Supap Gaydı) Yağ Boşluğunun Ölçülmesi
Supapların sapları ve supap tablaları yağ-kir ve karbon birikintilerinden temizlenir. Supapların temizliği tel fırçayla yapılabilir, bunun için elektrikli fırça makineleri kullanılabilir. Fırçalama sırasında fazla bastırıp supap yüzeyi çizilmemelidir. Temizlikte çeşitli kimyasallar da kullanılabilir. Kirli ve üzerinde karbon birikintisi olan supaplarda yapılan kontrol ve ölçümler hatalı olur, supap taşlama işlemi yapılırsa, taşlama işlemi yamuk-eğik olarak gerçekleşir.
İlk yapılacak
işlem supapların gözle kontrol edilmesidir. Supap sapı, supap tablası, supap
ucu, supap yayı, supap iticisi, supap kılavuzu gözle kontrol edilir. Gözlem için büyüteç kullanılabilir. Gözle kontrolde
aşınma, eğilme, ovalleşme, pürüzlülük var mı diye bakılır; eğer gözle kontrolde
sayılan bu durumlar söz konusuysa supaplar yenisiyle değiştirilir, bu
supaplarda revizyon-yenileştirme yapılmaz.
Gözle yapılan
kontrolden sonra, ölçü aletleriyle detaylı hassas kontroller yapılır, çünkü gözle
kontrolde hassas aşınmalar ve eğilmeler görülemez.
Ölçü aletleriyle yapılan kontrolde ölçüm değerleri, belirli değer aralıklarındaysa yenileştirme işlemi yapılır, belirli değerleri aşan sapmalarda supapların yenisiyle değiştirilmesi gerekir.
Ölçü aletleriyle yapılan kontrolde ölçüm değerleri, belirli değer aralıklarındaysa yenileştirme işlemi yapılır, belirli değerleri aşan sapmalarda supapların yenisiyle değiştirilmesi gerekir.

Supap Sapının Ölçülmesi ve Kontrol Edilmesi
Supap sapı
farklı yerlerden mikrometre ile ölçülür. Supap sapının bir uç kısmından, bir
orta kısmından, birde dip kısmından ölçüm yapılabilir. Yapılan ölçümde supap
sapındaki; aşınma (çap), ovalleşme ve koniklik var mı diye bakılır. Çap
(aşınma) ölçümünde, çaplar arasındaki fark 0,05mm’den fazla ise, supap
değiştirilmelidir.
Supap sapında
koniklik ve ovalliği tespit edilebilmesi için, mikrometre ile sapta ölçüm
sapılan noktada ölçüm, iki kere yapılır; ikinci ölçümde mikrometre aynı noktada
çeyrek tur döndürülür, yani iki ayrı ölçümde mikrometrenin ölçüm ekseni
birbirine dik olmalıdır. Bu ölçümlerde fark 0,05 mm’den fazla ise ovallik söz
konusudur, supap değiştirilmelidir.

Supap Başı (Supap Tablası) Kenarının Ölçülmesi ve Kontrol Edilmesi
Supap
tablasının üst kenarının kalınlığı ölçülür, yapılan ölçüm 0,8mm – 1 mm’den daha
az çıkarsa, supap değiştirilir.

Supap oturma
yüzeyinin pürüzlülüğü, eğikliği ve temas yüzeyinin kalınlığı ölçülerek kontrol
edilir.

Supap Sapı ve Supap Başının Eğiklik Kontrolü
Supap sapının
eğri olup olmadığı kontrol edilir, sap eğilmişse supap değiştirilmelidir.
*Supap
taşlama tezgahındaki kontrol aletiyle supap eğikliği kontrol edilir.
*Supap, v
yatağa konulur ve komparatörle kontrol edilir. Komparatör ucu supap başına,
supap oturma yüzeyine hizalanır ve supap elle döndürülerek sapmaya bakılır.
Eğik sap, salgılı dönüşe sebep olur. Sapma miktarı (salgı) 0,02-0,03 mm’yi
geçerse, supap değiştirilir.
*Supap
sapı eğikliği kontrolünde, supap bir tornaya bağlanır ve bir komparatörle yine
aynı şekilde kontrol edilir. Sapma 0,02-0,03 mm’yi geçmemelidir, geçerse supap
değiştirilir.
Supap Boyunun Ölçülmesi
Kumpas kullanarak supabın tamamının boyu ölçülür. Emme ve egzoz supaplarının standart boyları farklıdır. Supapların standart boyları ve minimum boyları katalogda bulunmaktadır. Ölçülen değer, katalogdaki minimum değerden küçükse, supap değiştirilmelidir.Örneğin:
Standard tüm boy: Emme 88.65 mm Egzoz 88.69 mm
Minimum tüm boy: Emme 88.35 mm Egzoz 88.39 mm
Not: Katalog değerleri referans alınmalıdır.

Supap Kılavuzu Ölçümü
Supap kılavuzunda en büyük ve en küçük çap ölçüleri bulunur. Standart çaptan çıkarılır ve alıntı miktarı bulunur.


Supap İticilerinin Ölçümü ve Kontrolü
Mikrometre ile itici çapı ölçülür. İç çap komparatörü ile itici yuvası çapı ölçülür. İtici yuvası çapından, itici çapı çıkartılır ve yağ boşluğu bulunur. Standart ve maksimum yağ boşluk miktarı katalog değerinden bakılır. Maksimum değeri aşıyorsa, supap iticisi değiştirilir. Çözüm olmuyorsa silindir kapağı değiştirilir. Örneğin: Maksimum 0,079mm gibi.

Supap Yayı Kontrolü (Supap Yayı Boyu)
Sırayla yayların boyları yüksüz haldeyken, kumpasla ölçerek ölçüm değerleri “ölçülen yay boyu” sütununa yazılır. Katalog değerinden standart yay boyu, “standart yay boyu” sütununa yazılır. Bu iki ölçüyü birbirinden çıkarılır ve fark hesaplanır. Bulunan fark, katalogdaki değer aralığından fazla ise yay değiştirilir.

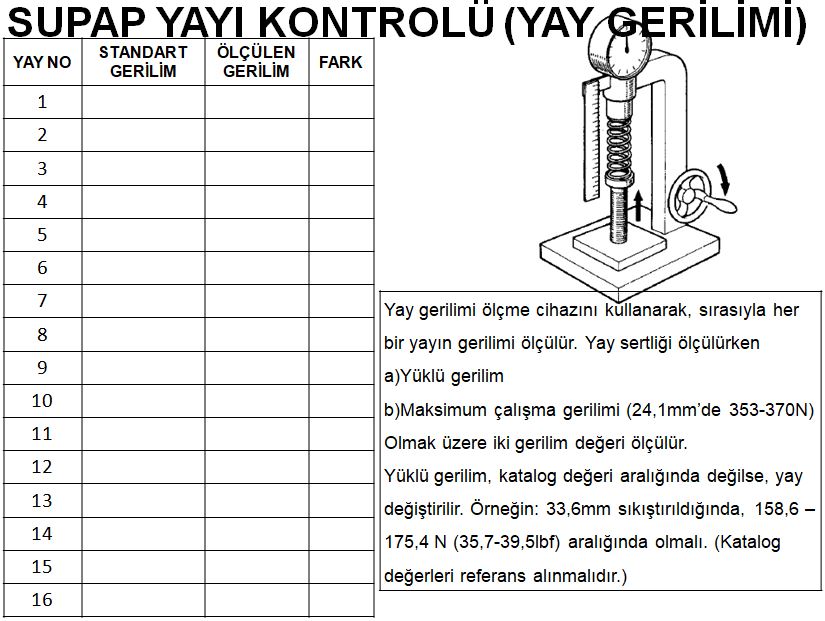
Supap Yay Gerilimi Ölçümü (Yay Sertliği)
Yay gerilimi ölçme cihazını kullanarak, sırasıyla her bir yayın gerilimi ölçülür. Yay sertliği ölçülürken
a)Yüklü gerilim
b)Maksimum çalışma gerilimi (24,1mm’de 353-370N) Olmak üzere iki gerilim değeri ölçülür. Yüklü gerilim, katalog değeri aralığında değilse, yay değiştirilir.
Örneğin: 33,6mm sıkıştırıldığında, 158,6 – 175,4 N (35,7-39,5lbf) aralığında olmalı. (Katalog değerleri referans alınmalıdır.)
Supap Taşlaması
Supaplarda
yapılan kontrol ve ölçümlerde eğiklik ve aşıntı limit değerleri aşmamışsa,
supapta taşlama işlemi (yenileştirme işlemi) yapılabilir. Supaplarda taşlama;
supap oturma yüzeyinin taşlanması ve supap ucunun taşlanması şeklinde yapılır.
Yorumlar
Yorum Gönder